Plazma rezanje znači rezanje bilo kojeg provodljivog metala rezanjem plazmastim lukom, također betona, kamena i drugih materijala visoke čvrstoće debljine do 200 mm zbog metode "plazma mlaza". Postupak rezanja je rezanje materijala s plazmom na temperaturi odod 5.000 do 30.000 stupnjeva Celzijusa i brzinom od500 do 1.500 metara u sekundi .

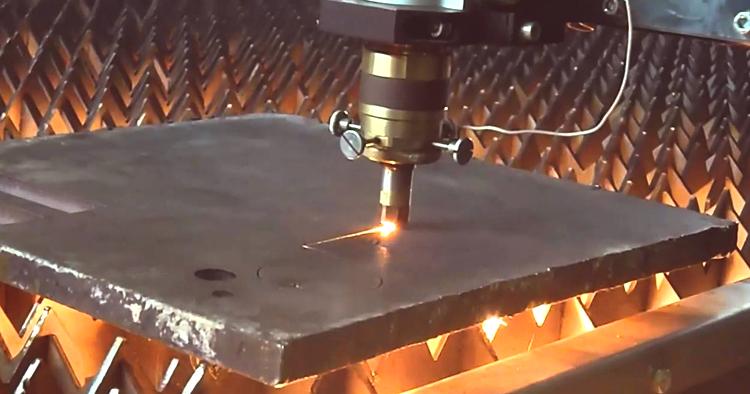
Rezanje plazmom
Lasersko rezanje
Lasersko rezanje izvodi se na svim materijalima i ne ovisi o strujnom provođenju, ali ima svoja ograničenja u debljini i dubini rezanja (maksimalna debljina čelične trupce može doseći 30 mm). Laser je snop svjetla velike snage, dobiven ubrzavanjem svjetla u optičkom rezonatoru. Pri rezanju, ovisno o metodi, talina se uklanja plinskim mlazom pod tlakom ili isparava u zoni rezanja.
Lasersko rezanje
Opseg
Rezanje plazmom koristi se u poduzećima teškog inženjeringa, nuklearne energije, zrakoplovne industrije, građevinarstva, javnih komunalnih poduzeća, u vanjskom oglašavanju (za proizvode od metalnog znaka). Koristi se za rezanje cijevi, lima, lijevanog željeza, čelika, betona, kao i za oblikovno rezanje za metalne i rupe za vijke. Lasersko rezanje ima širok raspon primjena i utječe na: medicinu, strojarstvo, izradu instrumenata, itd.
Lasersko rezanje metala
Velike razlike
Plazma i lasersko rezanje su ravne.konkurentima, u smislu proizvodnje manjih dijelova, LR pobjeđuje u smislu brzine proizvodnje i kvalitete, dok PR nadmašujerelativno nisku cijenu opremei lakše zamjenjive dijelove. U isto vrijeme, PR i LR se koriste u rezanju lima s istim uspjehom, s tom razlikom da se s povećanjem debljine metala raste trošak opreme za lasersko rezanje, povećavajući se 6-7 puta u odnosu na rezanje plazmom.
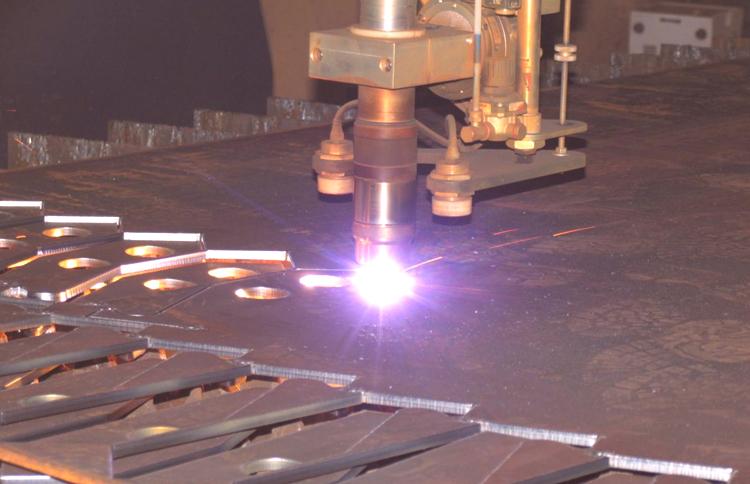
Plazma rezanje metala
Jedna od prednosti PR-a je rad s metalima debljim od 6 mm, gdje je on ekonomičniji i počinje prelaziti brzinu, dok se LR uglavnom temelji na proizvodnji malih dijelova, pobjedom zbog manje veličine svjetlosnog snopa (od 0,25 mikrona do željene veličine). , za razliku od plazma snopa (1 .. 2,5 mm), ali u ovom slučaju, plazma tehnologija počinje utrku (s dolaskom mikroplazme rezanja s niskim strujama, koja je u stanju rezati ploče od plemenitih i vatrostalnih metala debljine 0,025 mm.).
Zabilježite glavnu točku:
- Velika razlika u cijeni (kako se snaga povećava, cijena Latvije se povećava mnogo puta).
- Cijena popravka (također LR je nekoliko puta skuplja zbog troškova rezervnih dijelova).
- Mobilnost, PR nije samo automatska, već i ručna.
- Za PR ne smeta sterilnost materijala koji se obrađuje (hrđa, prašina, itd.), Dok je za rad s LR sterilnost potrebna u prostoriji u kojoj se obavlja rad i sterilnostiobrađenog materijala.
- Rad s LR-om zahtijeva stručnjake u području rada s ovom opremom, dok je za početak rada s PR-om potrebno znanje o sigurnosnom inženjerstvu i osnovama rada.
- Visoka potrošnja energije u Republici Latviji, dok je PR (ručni tip) dovoljan rad iz utičnice.
- Učinak rezanja metala: LR - Vrlo visoka radna brzina s malim debljinama materijala. Spaljivanje se može značajno smanjiti s povećanjem debljine. OL - Visoka brzina. Velika brzina sa srednjim i malim debljinama, obično s naglim padom s povećanjem debljine.
Zaključak
Ovisno o zadatku, praktičnost ove ili one metode također raste. Lasersko rezanje opravdava njegovu uporabu kada je potpuno napunjen i radi s tankim materijalima. OL se može odvijati ne samo u industrijskim volumenima (mobilni uređaji) i daje prilično dobar rezultat pri radu s metalima debljine do 25 mm. U isto vrijeme, ako ne obratite pozornost na cijenu, LR ima manji toplinski učinak na dio, za razliku od PR-a.
U većini slučajeva, kada se koristi LR, ne nastaje šljaka, dok u PR-u ovaj fenomen nije neuobičajen. Visoka kvaliteta uglova kod LR, dok se u PR-u zaokružuje ugao, u donjem dijelu reza uklanja se više materijala nego iz gornjeg. Također se može primijetiti da je širina rezanja lasera konstantna, dok je širina rezanja plazme nestabilna zbog plazma luka.